


بررسی جوشهای نفوذی در سازههای فولادی حساس
جوشهای نفوذی به عنوان یکی از مهمترین پارامترهای کیفیت در ساختارهای فولادی حساس محسوب میشوند؛ هر گونه نقص یا عدم کنترل دقیق در عمق نفوذ میتواند به سرعت منجر به کاهش توانپذیری، تغییر رفتار دینامیکی و حتی خطر فروپاشی قطعات شود. در این مقاله، با نگاهی علمی و کاربردی به مفاهیم پایه، انواع نفوذ، روشهای […]
جوشهای نفوذی به عنوان یکی از مهمترین پارامترهای کیفیت در ساختارهای فولادی حساس محسوب میشوند؛ هر گونه نقص یا عدم کنترل دقیق در عمق نفوذ میتواند به سرعت منجر به کاهش توانپذیری، تغییر رفتار دینامیکی و حتی خطر فروپاشی قطعات شود. در این مقاله، با نگاهی علمی و کاربردی به مفاهیم پایه، انواع نفوذ، روشهای ارزیابی و تأثیرات آن بر عملکرد سازههای حساس میپردازیم و راهکارهای بهینهسازی را برای مهندسان و ناظرین کیفیت ارائه میدهیم.
تعریف جوشهای نفوذی و اهمیت آن در سازههای حساس
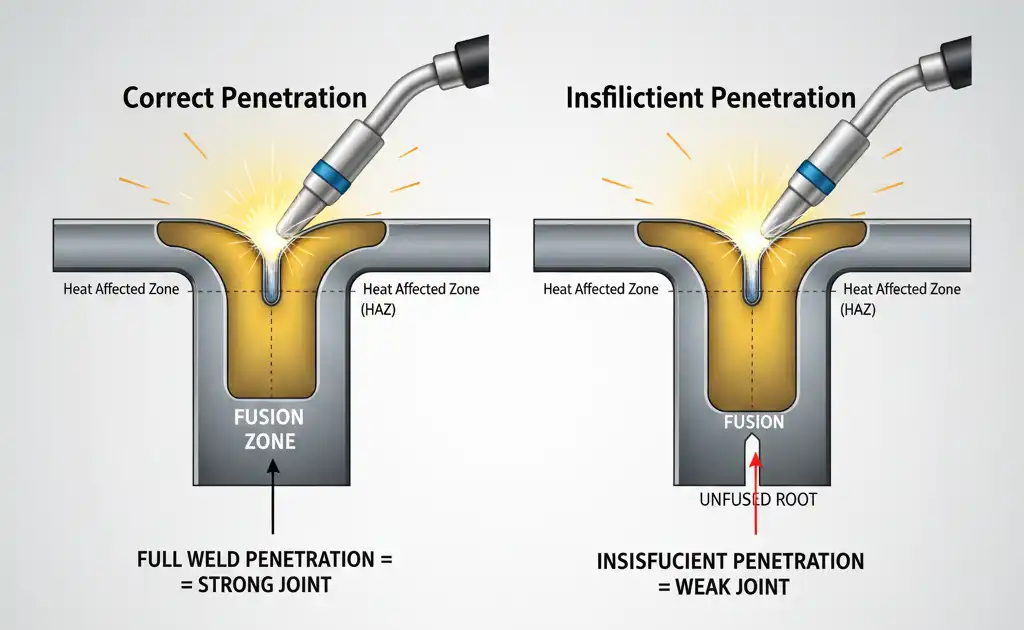
جوش نفوذی (Penetration Weld) به عمقی گفته میشود که الکترود یا هسته ذرهای در طول فرآیند جوشکاری به داخل پایه فولادی نفوذ میکند و پیوندی کامل بین دو سطح ایجاد میگردد. در سازههای حساس مانند پلهای بزرگ، برجهای بلند یا سازههای صنعتی تحت بارهای متغیر، کنترل دقیق نفوذ نه تنها به استحکام مقاطع جوش کمک میکند، بلکه از بروز ترکهای حرارتی، نوسانهای حرارتی و نارساییهای مکانیکی جلوگیری مینماید.
انواع نفوذ در جوشهای فولادی
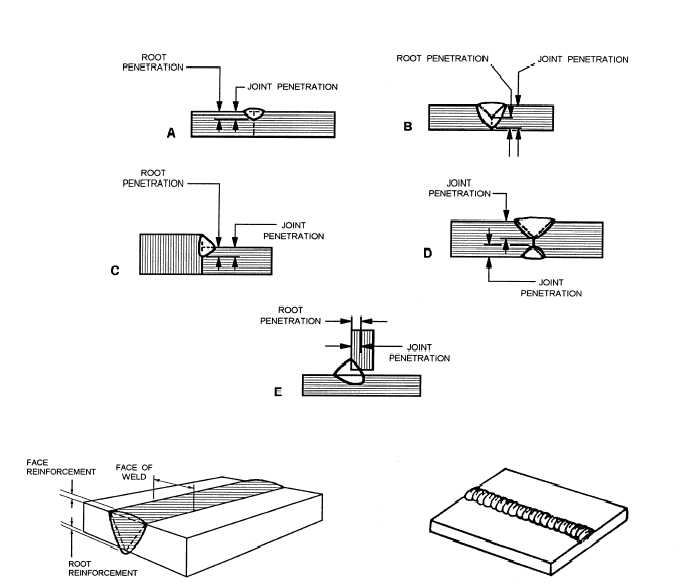
در حوزه جوشکاری فولادی، نفوذ میتواند به چندین شکل متفاوت ظاهر شود:
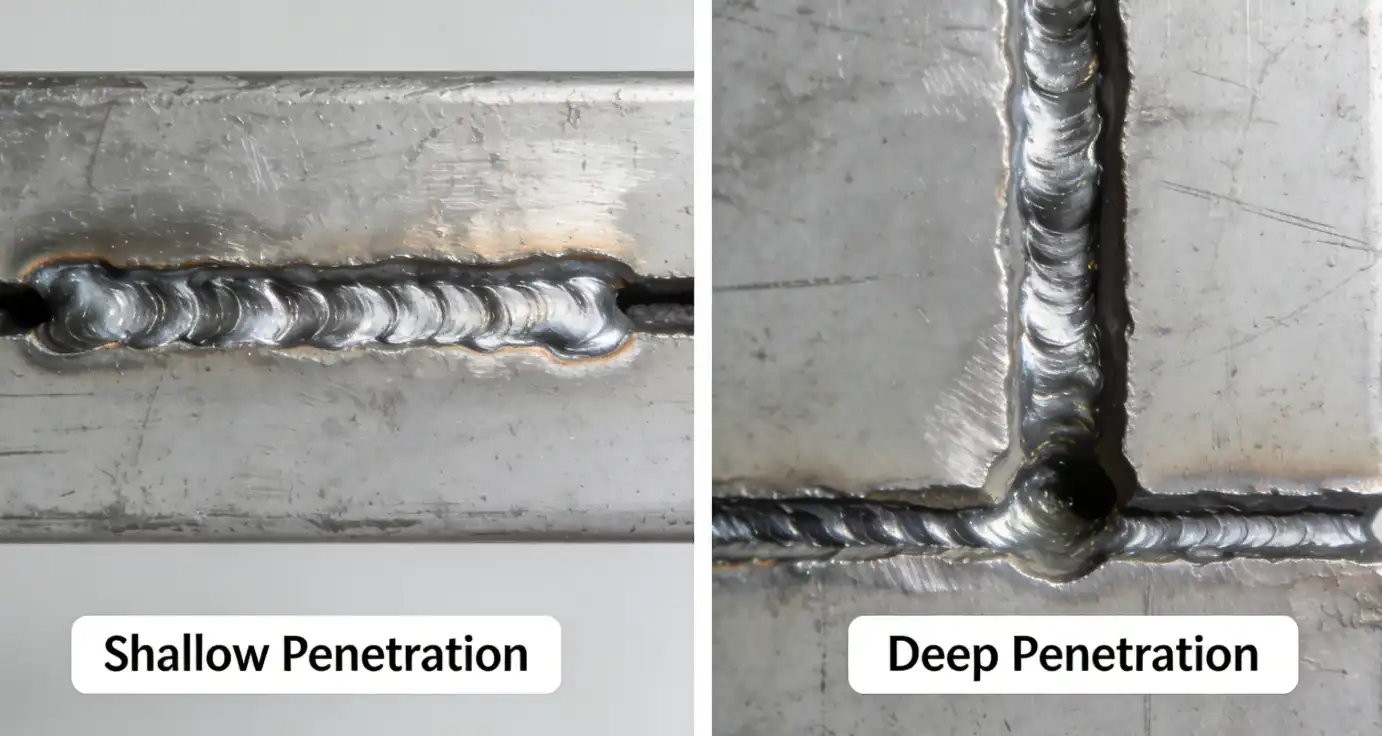
- نفوذ کامل (Full Penetration): تمام ضخامت قطعه مورد جوش بهصورت یکپارچه بههم متصل میشود؛ این نوع نفوذ برای قطعات بحرانی توصیه میشود.
- نفوذ جزئی (Partial Penetration): فقط بخشی از ضخامت پایه جوش میشود؛ در برخی موارد بهدلیل هزینه یا زمان کمتر انتخاب میشود، اما برای سازههای حساس معمولاً نامناسب است.
- نفوذ عمقی (Deep Penetration): عمق نفوذ بیشتر از حد معمول است و میتواند بهدلیل تنظیمات نادرست یا استفاده از الکترودهای خاص رخ دهد.
روشهای اندازهگیری و ارزیابی نفوذ
برای تضمین کیفیت جوشهای نفوذی، از تکنیکهای متنوعی استفاده میشود. در ادامه به مهمترین روشها اشاره میکنیم:
1. آزمونهای بصری (Visual Inspection): با استفاده از میکروسکوپهای صنعتی یا دوربینهای با وضوح بالا، سطح جوش بررسی میشود و هر گونه ناهماهنگی یا ترک سطحی شناسایی میگردد.
2. آزمون رادیوگرافی (Radiographic Testing): امواج ایکس یا گاما برای تصویربرداری داخلی جوش به کار میروند؛ این روش توانایی تشخیص نفوذ کامل یا جزئی، وجود حفرهها و ترکهای داخلی را دارد.
3. آزمون سونوگرافی (Ultrasonic Testing): امواج فراصوتی به داخل جوش فرستاده میشوند و بازتاب آنها بهوسیله حسگرهای مخصوص، اطلاعات دقیقی درباره عمق نفوذ و وجود نواقص فراهم میآورد.
4. آزمون الکترومغناطیسی (Electromagnetic Testing): با بهرهگیری از میدانهای مغناطیسی، نواحی دارای تغییرات ساختاری در جوش شناسایی میشوند؛ این روش بهویژه برای فولادهای با رفتار مغناطیسی مناسب است.
عوامل مؤثر بر عمق نفوذ
عمق نفوذ جوش تحت تأثیر ترکیبی از پارامترهای فنی و محیطی قرار میگیرد. مهمترین عوامل عبارتند از:
- نوع الکترود: الکترودهای با پوششهای خاص (مثلاً E7018) قابلیت نفوذ عمیقتری دارند.
- جریان الکتریکی: افزایش جریان میتواند انرژی حرارتی بیشتری را فراهم کند و در نتیجه نفوذ را افزایش دهد، اما در عین حال خطر سوختگی و ایجاد ترکهای حرارتی نیز بالا میرود.
- سرعت پیشروی الکترود: سرعت کمتر زمان بیشتری برای انتقال حرارت به پایه فراهم میکند و عمق نفوذ را ارتقا میدهد.
- پیشگرمایش: در برخی موارد پیشگرمایش پایه قبل از جوشکاری، بهخصوص در فولادهای مقاوم در برابر سختی، باعث بهبود نفوذ و کاهش ترکهای سرد میشود.
- محیط کاری: رطوبت، فشار گازهای محافظ و دمای محیط میتوانند بر توزیع حرارت و در نهایت عمق نفوذ تأثیرگذار باشند.
تأثیرات نفوذ بر رفتار مکانیکی سازه
یک جوش با نفوذ مناسب باعث میشود که توزیع تنش در ناحیه جوش یکنواخت باشد و از تجمع تنشهای موضعی جلوگیری شود. در مقابل، نفوذ ناکافی میتواند بهصورت موضعی باعث ایجاد نواحی ضعف، افزایش خطر شکست تحت بارهای دینامیکی و کاهش دوام طولانیمدت سازه گردد. بهویژه در سازههای حساس که تحت بارهای سیکلیک یا زلزلهای قرار دارند، عدم کنترل نفوذ میتواند بهسرعت باعث فروپاشی جزئی یا کلی شود.
بهعلاوه، نفوذ عمیق میتواند باعث افزایش سختی در ناحیه جوش شود؛ این مساله در برخی موارد میتواند بهعنوان نقطه ضعف در برابر خستگی مواد عمل کند. بنابراین، تعادل بین نفوذ کافی و جلوگیری از بیشگرم شدن ضروری است.
راهنماییهای عملی برای بهبود نفوذ در پروژههای حساس
مهندسان میتوانند با اتخاذ چندین استراتژی، کیفیت نفوذ جوشها را ارتقا دهند:
- استفاده از پروگرامهای جوشکاری پیشرفته که بهصورت خودکار پارامترهای جریان، سرعت پیشروی و ولتاژ را تنظیم میکنند.
- اجرای آزمونهای پیشعملی (Pre-weld Tests) برای تعیین بهترین ترکیب الکترود و گاز محافظ در شرایط خاص پروژه.
- تدوین دستورالعملهای دقیق پیشگرمایش برای قطعاتی که بهدلیل ضخامت زیاد یا ترکیب شیمیایی خاص، نیاز به گرمایش اولیه دارند.
- نظارت مستمر بر پارامترهای حرارتی با استفاده از حسگرهای دما و نرمافزارهای تحلیل حرارتی بهمنظور جلوگیری از نوسانات ناخواسته.
- برگزاری دورههای آموزشی منظم برای جوشکاران، بهویژه در زمینه تشخیص بصری و استفاده صحیح از تجهیزات آزمون غیر مخرب.
اهمیت مستندسازی و پیگیری کیفیت
در پروژههای بزرگ، ثبت دقیق دادههای جوشکاری (مانند گزارشهای ولتاژ، جریان، زمان جوش و نتایج آزمونهای غیر مخرب) نه تنها بهعنوان مدرکی برای تضمین کیفیت عمل میکند، بلکه در صورت بروز مشکلات در آینده، امکان ردیابی دقیق نقطه ضعف را فراهم میسازد. استفاده از سیستمهای مدیریت کیفیت دیجیتال (Digital Quality Management Systems) میتواند این فرآیند را بهصورت خودکار بهبود بخشد.

در نهایت، ترکیب فناوریهای نوین، روشهای آزمون دقیق و آموزش مستمر نیروی کار، کلید اصلی دستیابی به جوشهای نفوذی با کیفیت بالا در سازههای فولادی حساس است. با رعایت این اصول، میتوان نه تنها طول عمر سازهها را افزایش داد، بلکه ایمنی کاربران و هزینههای نگهداری را بهطور قابل توجهی کاهش داد.

ارسال دیدگاه
مجموع دیدگاهها : 0در انتظار بررسی : 0انتشار یافته : 0