


روشهای تست جوش در سازههای فلزی
تست جوش یکی از مهمترین مراحل در فرآیند ساخت و نگهداری سازههای فلزی است که بهمنظور ارزیابی کیفیت، قابلیت اطمینان و ایمنی اتصالات جوششده انجام میشود. از آنجا که خرابی یک اتصال جوش میتواند بهسرعت به سقوط کل سازه یا خسارات جانی و مالی عظیم منجر شود، انتخاب روشهای تست مناسب و اجرای دقیق آنها […]

تست جوش یکی از مهمترین مراحل در فرآیند ساخت و نگهداری سازههای فلزی است که بهمنظور ارزیابی کیفیت، قابلیت اطمینان و ایمنی اتصالات جوششده انجام میشود. از آنجا که خرابی یک اتصال جوش میتواند بهسرعت به سقوط کل سازه یا خسارات جانی و مالی عظیم منجر شود، انتخاب روشهای تست مناسب و اجرای دقیق آنها نقش حیاتی در تضمین طول عمر و عملکرد سازه دارد.
دستهبندی کلی روشهای تست جوش
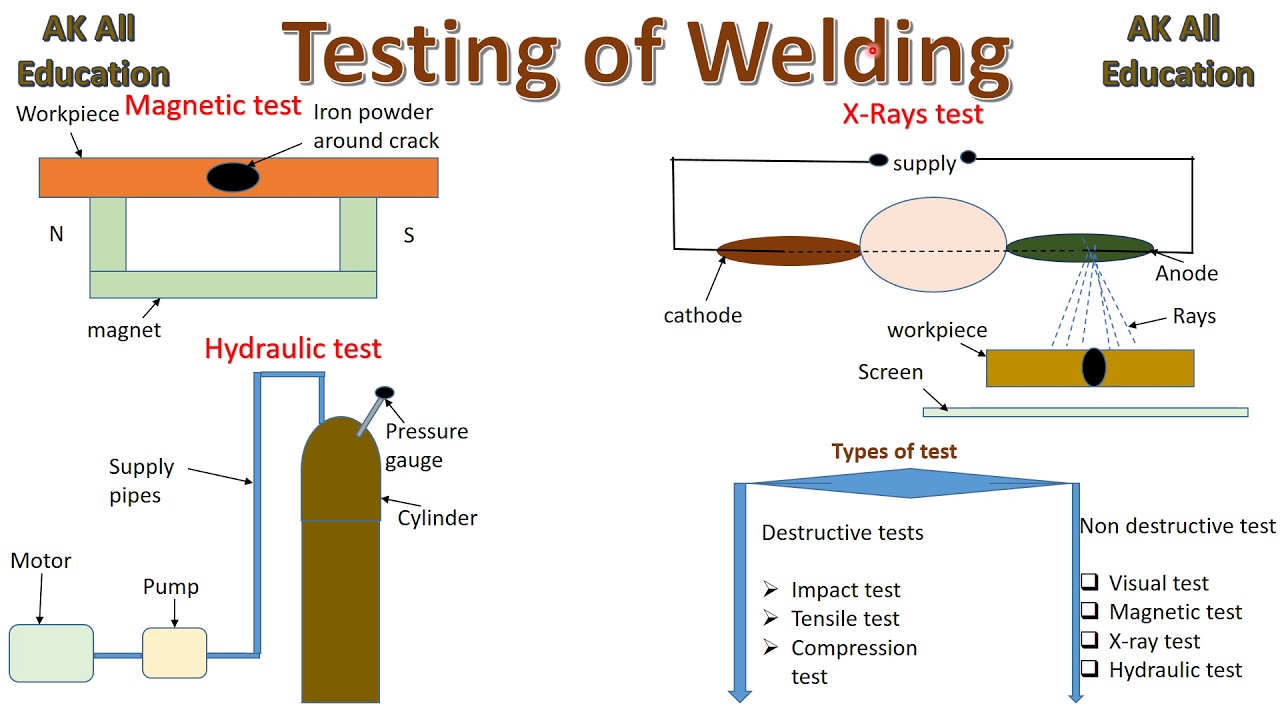
روشهای تست جوش به دو دستهٔ اصلی تقسیم میشوند: تستهای مخرب (Destructive Testing) و تستهای غیرمخرب (Non‑Destructive Testing). هر یک از این روشها مزایا و محدودیتهای خاص خود را دارند و بسته به نوع سازه، مواد مورد استفاده و الزامات استانداردی، ترکیبی از آنها بهکار گرفته میشود.
تستهای مخرب
در تستهای مخرب، نمونهٔ جوش یا قسمتی از آن بهصورت عمدی آسیبپذیر میشود تا خصوصیات مکانیکی و ساختاری دقیقتری استخراج شود. این نوع تستها معمولاً برای تعیین حد نهایی عملکرد جوش، اعتبارسنجی روشهای تولید یا بررسی علل شکست استفاده میشود.
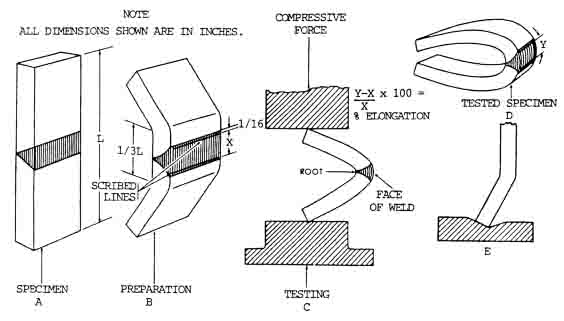
- تست خم (Bend Test): در این آزمایش، یک قطعهٔ جوش بهصورت خمیده یا کشیده میشود تا رفتار ماده در مواجهه با تنشهای خمشی بررسی شود. نتایج این تست میتواند نشانگر وجود نواقص در جوش مثل ترکهای داخلی یا ناهماهنگیهای ساختاری باشد.
- تست کشش (Tensile Test): نمونهٔ جوش تحت بار کششی مستقیم قرار میگیرد تا حد نهایی کشش، کششپذیری و نقطه شکست مشخص شود. این تست برای ارزیابی مقاومت نهایی جوش نسبت به بارهای استاتیک حیاتی است.
- تست فشار (Compression Test): در برخی موارد، بهویژه برای جوشهای سنگین صنعتی، تست فشار برای تعیین توان تحمل فشاری جوش به کار میرود.
تستهای غیرمخرب
تستهای غیرمخرب بدون آسیب رساندن به قطعهٔ اصلی انجام میشوند و بهویژه برای بررسی جوشهای در محل (In‑situ) یا برای بازبینی دورهای سازههای بزرگ کاربرد دارند. این روشها شامل آزمونهای تصویربرداری، بررسی سطح و سنجش خواص فیزیکی میشوند.
- آزمون اشعه ایکس (Radiographic Testing – RT): با استفاده از پرتوهای ایکس یا گاما، ساختار داخلی جوش بهصورت تصویر دو‑بعدی ثبت میشود. این روش میتواند ترکهای مخفی، حفرهها و ناهماهنگیهای ساختاری را کشف کند.
- آزمون الترا سونی (Ultrasonic Testing – UT): امواج صوتی با فرکانس بالا به داخل جوش نفوذ کرده و بازتاب آنها تحلیل میشود. این تکنیک برای تشخیص ترکهای سطحی و عمیق، بهخصوص در مواد ضخیم بسیار مؤثر است.
- آزمون مگنتیک (Magnetic Particle Testing – MT): در مواد فرومغناطیس، پخش ذرات مغناطیسی بر سطح جوش بهوجود میآید که در حضور نواقص (مثل ترک) الگوهای خاصی ایجاد میکند.
- آزمون مایع رنگی (Liquid Penetrant Testing – PT): برای مواد غیرمغناطیسی بهکار میرود؛ مایع نفوذی بهصورت رنگی یا فلوئورسنت به سطح جوش اعمال میشود و پس از خشک شدن، نواقص بهصورت لکههای واضح ظاهر میشوند.
استانداردهای بینالمللی و ملی در تست جوش
برای اطمینان از یکپارچگی نتایج تست، سازمانهای استانداردسازی مانند ISO، ASME و ASTM مجموعهای از دستورالعملها و معیارهای دقیق را منتشر کردهاند. در ایران نیز سازمان استانداردهای ایران (ISIRI) و انجمن مهندسان سازههای فلزی استانداردهای خاصی برای انواع تستهای جوش ارائه میدهند که شامل موارد زیر است:
- ISO 15630‑2: روشهای آزمون کشش برای جوشهای فولادی.
- ASME Section V: استانداردهای تست غیرمخرب شامل RT, UT, MT و PT.
- ASTM E165: روشهای آزمون خم برای جوشهای فولادی.
پیروی از این استانداردها نه تنها اعتبار نتایج تست را افزایش میدهد، بلکه در صورت بروز حادثه یا ادعای خسارت، بهعنوان مدرک حقوقی مورد استفاده قرار میگیرد.
معیارهای انتخاب روش تست مناسب
انتخاب روش تست جوش باید بر پایهٔ مجموعهای از عوامل کلیدی انجام شود:
- نوع ماده و ضخامت: برای مواد ضخیم، UT و RT معمولاً ترجیح داده میشوند؛ در حالی که برای قطعات نازک PT یا MT کارایی بیشتری دارند.
- دسترسی به سطح جوش: اگر سطح جوش قابل دسترس باشد، MT یا PT میتواند بهسرعت اجرا شود؛ در صورت عدم دسترسی، RT یا UT گزینههای بهتری هستند.
- محدودیتهای تولیدی: در خطوط تولید پیوسته، تستهای سریع مانند PT یا MT بهدلیل زمان کوتاه اجرا، مورد استفاده قرار میگیرند.
- هزینه و تجهیزات: UT و RT نیاز به تجهیزات گرانقیمت و پرسنل متخصص دارند؛ در حالی که PT و MT هزینه کمتری دارند اما دقت کمتری نسبت به روشهای تصویربرداری میتوانند ارائه دهند.
مطالعه موردی: تست جوش در برجهای فولادی بلند
در پروژهٔ ساخت یک برج تجاری ۲۲ طبقهای در مرکز تهران، تیم مهندسی با چالشهای متعددی در زمینهٔ کنترل کیفیت جوش مواجه شد. بهدلیل ارتفاع زیاد سازه و نیاز به اطمینانبالا از ایمنی، ترکیبی از آزمونهای زیر بهکار گرفته شد:
- UT برای جوشهای ستونهای اصلی: با استفاده از سونارهای ۲٫۵ مگاکالری، ترکهای میکرو‑سطحی در جوشهای انتهایی ستونها شناسایی شد.
- RT برای پلهای ارتباطی بین طبقات: تصویربرداری رادیوگرافی بهدقت نواحی حفرهدار و عدم همپوشانی لایههای جوش را نشان داد.
- تست خم برای قطعات پیشساخته: قطعات پیشساخته پیش از نصب نهایی، تحت تست خم قرار گرفتند تا اطمینان حاصل شود که تحمل فشارهای جانبی را دارند.
نتایج این تستها منجر به اصلاح روشهای جوشکاری، بهبود کنترل دمای پیشگرما و بهکارگیری پارامترهای جدید در دستگاههای جوش شد که در نهایت باعث کاهش ۲۲ درصدی میزان نواقص جوش در طول پروژه گردید.
چالشها و راهکارهای نوین در تست جوش
با پیشرفت فناوری، ابزارهای تست جوش نیز بهسرعت تحول مییابند. برخی از نوآوریهای اخیر عبارتند از:
- آزمون فازی (Phased Array Ultrasonic Testing – PAUT): این روش با استفاده از چندین پراب صوتی، تصویر سهبعدی دقیقتری از جوش ارائه میدهد و قابلیت تشخیص همزمان چندین ناحیه آسیبپذیر را دارد.
- دوربینهای حرارتی (Thermography): با بهرهگیری از تشعشعات مادونقرمز، میتوان توزیع حرارتی جوش را در زمان واقعی بررسی کرد؛ تغییرات دما میتواند نشانگر نواقص داخلی باشد.
- هوش مصنوعی و یادگیری ماشین: الگوریتمهای پردازش تصویر میتوانند بهصورت خودکار الگوهای نقص را از تصاویر UT یا RT استخراج کرده و با دقت بالایی تشخیص دهند.
نتیجهگیری
بهکارگیری صحیح و جامع روشهای تست جوش در سازههای فلزی، نه تنها بهمنظور تضمین ایمنی و طول عمر سازهها ضروری است، بلکه نقش مهمی در بهبود فرآیندهای تولیدی، کاهش هزینههای نگهداری و پیشگیری از حوادث ناگوار ایفا میکند. انتخاب ترکیبی از تستهای مخرب و غیرمخرب، ارزیابی دقیق معیارهای فنی و پیروی از استانداردهای معتبر، پایههای یک برنامه کنترل کیفیت مؤثر را میسازد. در نهایت، با بهرهگیری از فناوریهای نوین همچون PAUT، ترموگرافی و هوش مصنوعی، میتوان به سطحی از اطمینان دست یافت که برای پروژههای بزرگ و حساس ساختمانی امروزی الزامی است.

ارسال دیدگاه
مجموع دیدگاهها : 0در انتظار بررسی : 0انتشار یافته : 0